The Different Types of Conveyors for Food Processing
With the global population set to reach 10 billion by 2050, global food demand continues to rise. Consequently, the food production industry must adapt to the growing demand with advancements in the production line.
In food processing, a conveyor system is vital, acting as the heart of the unit. Just as the heart circulates blood, conveyors move materials throughout the facility. Thus, a processing line/facility is incomplete without them.
Pet food manufacturers typically prefer food-grade conveyors designed to move materials efficiently while meeting strict regulatory standards like USDA 3A for food safety.
Different Types of Food Processing Conveyors
BELT CONVEYORS
Belt conveyors are the most popular type of material handling systems in several industries. They transport products using continuous belts between end pulleys. They come in various sizes and can operate horizontally or inclined. The belts are made from rubber, plastic, leather, or metal, depending on the requirement.
Belt conveyors require low initial capital but lead to high maintenance and sanitation costs, making them expensive in the long run.
Food-grade belt conveyors are particularly popular since they are suitable for food handling and easy to clean, meeting FDA regulations for using cleanable equipment.
BUCKET ELEVATORS
Bucket conveyors, also called bucket elevators, use multi-sided containers attached to belts, cables, or chains to transport different products or materials efficiently. The ‘buckets’ remain upright and are tipped to release the material.
They are generally used in industries to transport parts and bulk solids. They can operate vertically, horizontally, or at an inclination. Bucket elevators offer fast operation and can handle large volumes.
However, they have limitations too – they wear out quickly, lack universal design, and are difficult to clean.
Additionally, their conveying process may lead to a sizable amount of product escaping the production line, which increases cleanup costs and can contaminate blends and result in poor food quality.
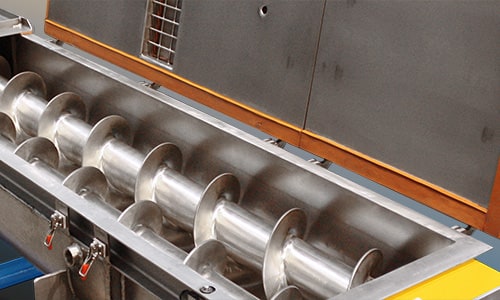
SCREW CONVEYORS
Screw conveyors, also known as augers, consist of a helical screw inside a tube or housing. This screw is rotated, which pushes material through the housing.
Manufacturers use them to move semi-solids such as granules, flakes, powders, or grains. They move materials at high speeds over long distances with high efficiency and minimal deposits to avoid contamination. These conveyors can also be designed to add some agitation and/or blending action to the conveyed materials.
S. Howes offers three different styles of screw conveyors, including their proprietary split tube design screw conveyors to convey dry, free-flowing, and sluggish food substances. These split-tube screw conveyors are easy to clean without specialized tools. They come with continuous and polished welds and polished internal surfaces for food safety, meeting strict FDA and USDA regulations.
S. Howes offers three different styles of screw conveyors, including their proprietary split tube design screw conveyors to convey dry, free-flowing, and sluggish food substances. These split-tube screw conveyors are easy to clean without specialized tools. They come with continuous and polished welds and polished internal surfaces for food safety, meeting strict FDA and USDA regulations.
TUBULAR DRAG CHAIN CONVEYORS
Pet food manufacturers often use tubular drag chain conveyors since they move materials in a completely enclosed, dust-free environment to prevent food contamination.
Though tubular screw conveyors and tubular drag chain conveyors can look the same from the outside of the unit, they are very different in their internal designs. In the former, a helical auger is used to move the materials. The augers can cause damage to soft products and have size restraints over long lengths
In the latter, tubular conveyors convey material using a set of uniformly spaced discs attached to a chain or cable. They gently move the materials without causing much breakage or damage.
Another advantage of Drag Chain conveyors is that they are ideal for facilities with limited space and complex layouts. They can be installed with steep inclines to conserve floor space without causing material leakage or separation.
They are also easy to sanitize since they allow dry, wet, and in-place cleaning mechanisms.
Choosing the Right Food Processing Conveyor
Food processors need to invest in a food-grade conveyor system that is robust and well-suited to their layout while meeting the cleaning standards established by regulatory bodies.
S. Howes offers efficient conveying systems that meet your customized needs and are built to ensure food safety.
Contact us today to learn more about our high-quality products or request a quote to make your conveying processes more efficient.